
Salah satu cara melihat bahwa Proses stabil adalah hasil plot yang kita ukur tidak merubah lokasi atau variasi dari control chart yang kita hasilkan saat trial. Maksudnya tidak ada perubahan yang signifikan. Maksudnya? Ok kita coba sama-sama bahas melihat perubahan dari sisi control chart dan bagaimana memastikan secara hitungan statistik.
Kestabilan di suatu proses dijelaskan melalui dua sifat proses, yaitu: lokasi (rata-rata) dan variasi (range). Lokasi dihasilkan dari nilai rata-rata parameter yang kita kontrol, sedangkan nilai variasi didapat dari nilai standard deviasi parameter yang kita kontrol dikali dengan (6xstdev) . kita coba analisa proses POTONG pada saat New Model, acuan spesifikasi Panjang potong 25 – 27.5 mm. Ingat spesifikasi ini adalah tuntutan, sedangkan pemastian kestabilan tidak memerlukan spesifikasi, tetapi cukup mempelajari proses. Maksudnya mempelajari proses adalah memastikan saat pertama kali dijalankan bagaimana kestabilannya? Saat kita mencoba kestabilan maka tentu stoper atau parameter lain kita setting agar hasil poting masuk ke spesifikasi, kita resetting lagi bila belum masuk.
Saat mereview kestabilan, cara mereviewnya bisa dilakukan dengan nilai Lokasi dan Variasi itu, artinya jangan sampai berbeda (lebih besar/lebih kecil) antara saat New Model dan saat Produksi Masal. Misalkan setelah kita review saat New Model (trial) dihasilkan nilai 25.5 – 27 mm sebagai batas kontrol (UCL/LCL). Dengan rata-rata (Xbar2) =16.25 mm dan Variasi 2.632 (0.44 x 6). Detail penghitungan UCL= 16.401 mm dan LCL= 15.772 mm. nilai Ppk sebagai acuan kemampuan new model = 1.7 (lihat bagan)
Potongan tabel Input Data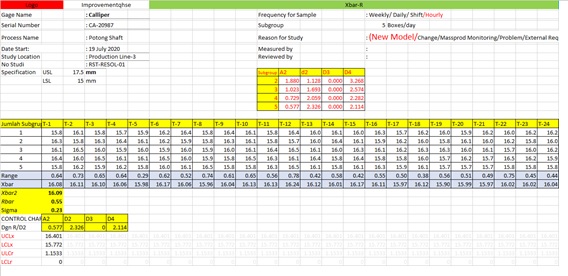
Setelah New Model serah terima ke produksi (produksi masal), hasil pemantauan setelah beberapa bulan dihasilkan perbedaan signifikan, engineer melakukan Analisa studi t untuk mengetahui perbedaan antara dua populasi new Model dan Produksi masal:
| New Model | Produksi Masal | Selisih | |
| UCLx | 15.79 | 16.29 | 0.5 |
| LCLx | 14.65 | 15.22 | 0.57 |
| Xbar2 | 15.22 | 15.75 | 0.53 |
| Variation | 2.55 | 2.58 | 0.03 |
| Ppk | 1.8 | 1.369 | -0.43 |
Didapat bahwa dua rata-rata populasi itu, kita lakukan t-test : Paired Two Sample for Means, yaitu t-test yang digunakan untuk menguji perbedaan rata-rata (mean) 2 Variabel dari sampel yang sama.
Hasil minitab dengan uji t test sample 2 sample t didapat:
- Difference = mu (1) – mu (2)
- Estimate for difference: -0.530
- 95% CI for difference: (-0.751, -0.309)
- T-Test of difference = 0 (vs not =): T-Value = -4.80 P-Value = 0.000 DF = 58
- Both use Pooled StDev = 0.4275
Dilihat dari nilai P saja (<0.05), maka disimpukan dua data berbeda, artinya ada perbedaan / perubahan antara data New Model dan Produksi Masal. Jadi apa yang kita lakukan terhadap kondisi perubahan yang seperti ini? Saran kami:
- Lakukan audit, untuk memastikan apakah yang standar saat new model sudah dilakukan? Sekalian mengidentifikasi apakah ada perubahan yang dilakukan?
- Bila ada ditemukan perubahan yang dilakukan, maka perlu ditetapkan didireview bersama
- Lakukan kontrol perbandingan New Model vs Produksi Masal terhadap kondisi parameter lain
Mari kita lihat lagi control chartnya seperti apa: 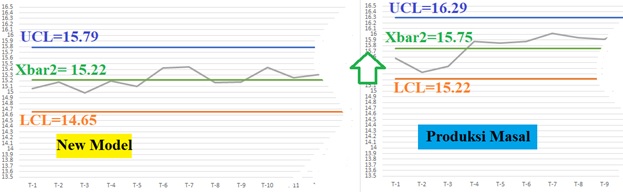
Jelas juga ya terlihat perubahan control chart, dari LCL, Xbar2 dan UCL ada perubahan positif (naik).
Saran kami coba review terutama untuk special Karakter di produksi Masal, selain masih ke spesifikasi apakah tetap sama dengan kondisi new model. Kalau tidak sama, kami sarankan untuk evaluasi proses dan cari tahu penyebab perubahannya.
OK note penting dari artikel ini:
- Pastikan konsep kestabilan, kestabilan dapat dilihat dari kondisi rata-rata dan variasi
- Kalau diaplikasikan di proses produksi, tepat untuk membandingkan apakah kondisi New Model masih sama dengan Produksi Masal
[Mengenai studi t, itu sangat mudah dipelajari, itu hanya Teknik saja] yang penting ketika kondisi tidak stabil/perubahan terjadi adalah bagaimana kita bisa mencari tahu faktor penyebabnya
Salam
www.Improvementqhse.com





