Istilah Cpk/Ppk/Cmk perlu dipahami untuk lebih memahami implementasinya di lapangan. Kecenderungan menggunakan formula tanpa memahami proses akan menyulitkan dalam implementasi. Istilah kemampuan di Statistical Process Control (SPC) adalah membandingkan posisi-varisi-yang-minimal terhadap spesifikasi. Mari pahami apakah maksud dari variasi dan spesifikasi.
Variasi di produksi disebabkan bisa dari proses, variasi di proses disebabkan oleh 6 faktor: Lingkungan, metoda, pekerja, alat/mesin, material dan cara pengukuran. Kelima Faktor ini mempunyai pengaruh langsung ke variasi secara individu dan combinasi minimal 2 faktor itu. Semakin besar variasi yang pasti akan menyebabkan cost/biaya yang besar. Variasi besar akan menyebabkan produk defect atau proses dinilai boros walau hasil produk sudah sesuai spesifikasi. Analisa kemampuan proses yang mempertimbangkan seluruh variable (variable yang ada di proses) terhadap spesifikasi tersebut direview dengan nilai Cpk/Ppk sedangkan analisa yang hanya mempertimbangkan faktor mesin sebagai penyebab variasi direview dengan nilai Cmk.
Bagaimana Mendapatkan Nilai Cmk?
Secara formula sama saja dengan menghitung nilai Ppk (lihat tulisan kami di http://www.improvementqhse.com/perbedaan-cpk-dan-ppk , nilai Cmk prinsipnya didapat dengan prinsip bahwa faktor ke 5 selain mesin tidak memberikan variasi, hal ini dilakukan dengan cara:
- Pelaksanaan saat saat short time study /trial (short studi pun dilakukan pada beberapa jam tanpa jeda, adanya jeda memberikan kontribusi variasi dari faktor lain), ingat bahwa pekerja yang sama yang melakukan trial, pengukur yang sama , material satu lot, metoda/parameter tidak dirubah selalu short time studi, mesin yang sama dan lingkungan yang sama)
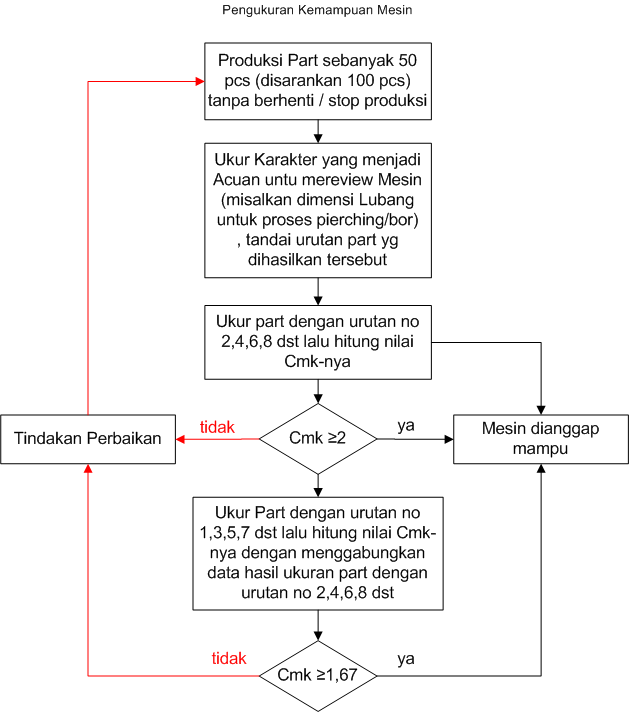
- Jumlah minimal sampel 50 pcs dan disarankan 100 pcs dengan urutan :
- 25 pcs awal dengan sampel yang diukur secara berurutan 2,4,6 dst, kemudian hitung Cmk dan pastikan nilainya min 2
- Kemudian ukur lagi 25 pcs sampel dengan urutan 1,3,5,7 dst kemudian diukur dan diukur nilai tersebut dengan digabung dengan nilai sampel 2,4,6 dst, nilai gabungan ini minimal dihitung nilai Cmknya, dengan target min 1,67
Nilai Cmk akan menjadi acuan untuk pelaksanaan perbaikan variasi mesin. Maintenance perlu memahami ini bukan hanya bagian produksi atau QC yang memahami stabiliti. Sudah sejauh mana bagian produksi/maintenance mengevaluasi kestabilan mesin produksi?
www.Improvementqhse.com





