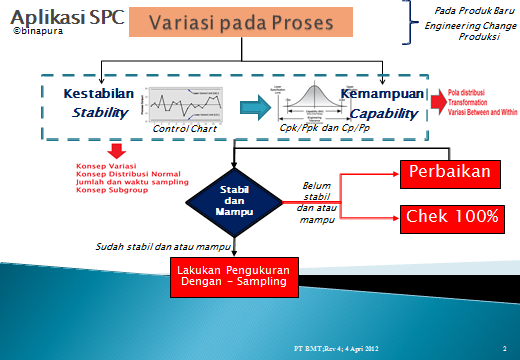
Dasarnya pemikiran penentuan Subgroup di control chart adalah variasi, artinya variasi harus diungkap dalam tiap proses. Siapapun yang terlibat dari proses harus memahami variasi yang dikontrolnya. Dalam Keseharian kerja, kontrol penerapan variasi itu bisa berupa kontrol terhadap target departamen, target proses, range parameter proses, Range nilai chartacteristik produk, %NG produk, Downtime, MTTR/MTBR. Bentuk kontrol kestabilan dilakukan dengan control chart, diharapkan control chart cukup sensitifitas untuk menangkap ketidakstabilan, apakah yang kita control masih stabil atau tidak. Nah jumlah data subgroup menjadi penentu untuk sensitivitas itu.
Semakin sedikit jumlah subgroup yang kita ambil maka Control Chart tidak sensitive, kalau semakin banyak jumlah subgorupnya akan menyulitkan secara teknis dan signal chartnya malah terlalu sensitive (timbul pola yang sebenarnya stabil tetapi dinyatakan tidak). Sensitifitas dijelaskan dari ilustrasi gambar ini:
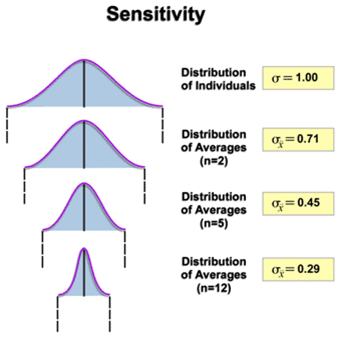
Semakin besar jumlah subgroupnya (n) maka distribusinya akan semakin kecil. Berikut hal-yang perlu dipahami sebelum masuk ke formula penentuan subgroup
- Type I error probability (α)
- Type II error probability (β)
- The process standard deviation (σ)
- The desired chart sensitivity (D)
Menentukan subgroupnya pakai formula ini:

Dimana:
- n = subgroup size required
- Ζ α/2 = the number of standard deviations di atas 0 dari distribusi normal α/2 (α adalah type I error probability and is typically 0.0027 for control chart applications. In this case, Ζ 0.00135 =3).
- Ζ β = the number of standard deviations di atas 0 (β adalah the type II error probability).
- σ = Standar deviasi dari charakteristik yang akan diplot.
- D = Angka perbedaan yang kita akan deteksi
Semoga bermamfaat





