Memahami Ketabilan dan Kemampuan Proses
Dalam Statistical Process Control (SPC) ada dua hal yang dipelajari, yaitu Kestabilan dan Kemampuan. Kestabilan dan kemampuan ini disebabkan oleh variasi nilai yang dihasilkan. Kestabilan dilihat melalui control chart dan kemampuan dilihat dari posisi variasi data terhadap spesifikasi. Jadi ada tiga hal yang perlu dipahami di dalam SPC: 1. Variasi, yang menentukan 2. Kestabilan dan 3. Kemampuan suatu proses.
Agar lebih memahami mari bayangkan suatu nilai tegangan tarik hasil lasan pada produk yang dihasilkan oleh 3 operator lasan dalam satu hari kerja, hasil kekuatan las dalam Kgf Dengan Spec minimal adalah 5 kgf. Hasil ketiga operator pengelas digambarkan dalam graphik sebagai berikut: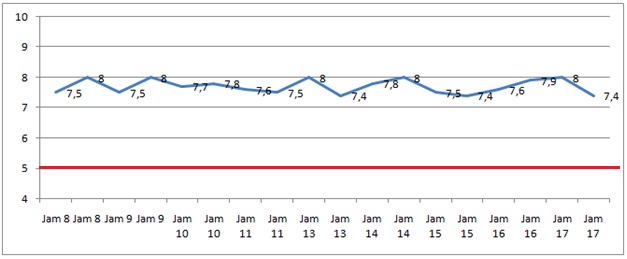
Tabel-1 Hasil Tegangan Tarik Lasan Operator A
Tabel-2 Hasil Tegangan Tarik Lasan Operator B

Tabel-3 Hasil Tegangan Tarik Lasan Operator C
Untuk operator lasan A mempunyai variasi 7,4 kgf sampai dengan 8,0 kgf dengan range nilai 8,0 – 7,4 = 0,6 kgf; sedangkan operator lasan B mempunyai variasi 5,3 kgf sampai dengan 9,5 kgf dengan range nilai 9,5 – 5,3 = 4,2 kgf. Untuk operator C mempunyai variasi 4,3 Kgf sampai dengan 5,2 Kgf dengan range 0,9 Kgf
Mana nilai yang stabil? Operator A, B atau C?
Jawabannya nilai operator A dan C adalah yang stabil untuk saat itu. Nilai kestabilan tidak dipengaruhi oleh spec. Nilai kestabilan dihasilkan dari pola data yang dihubungkan satu sama lain. Hasil lasan A dan C mempunyai pola yang sama pada saat itu (baca stabil), sedangkan nilai tegangan tarik B tidak stabil saat itu, ada peningkatan nilai pada jam 14 (lihat graphic). Jadi walaupun nilai operator B sangat baik tetapi ada ketidakstabilan. Ketidakstabilan harus dievaluasi. Untuk kestabilan yang baik perlu distandarisasi proses pengelasannya.Tetapi bila ada hal yang tidak baik, misalkan menggunakan kawat las yang lebih mahal, atau menggunakan jenis plate yang berbeda, ini merupakan pemborosan, ini perlu dilakukan tindakan perbaikan sehingga tidak berulang.
Mana nilai lasan yang mempunyai kemampuan yang baik?
Kemampuan dihubungkan dengan spec atau standar yang diinginkan. Tentu nilai hasil operator A dan B. Hasil operator A adalah hasil lasan yang stabil dan mampu. Tetapi hasil lasan B adalah hasil lasan yang tidak stabil tetapi mampu. INGAT ! Semua faktor ketidakstabilan harus ditindaklanjuti. Parameter kemampuan dalam statistik dilihat dari nilai Cp/Cpk atau Pp/Ppk. Kalau saya lihat dari graphic B, ada perubahan yang significan. Perubahan terlalu over menghasilkan hasil terlalu jauh dari nilai minimum, bisa saja membuktikan adanya overtreatment pada proses pengelasan. Para engineer harus memastikan tidak adanya pemborosan untuk hal ini. Perlu lakukan analisa proses lasan oleh operator B. Jadi jangan langsung senang dengan hasil yang sangat baik. Yang penting cari faktor penyebabnya dulu.
Ketidakstabilan dan Ketidakmampuan dihasilkan oleh variasi. Kenapa ada variasi? Saya yakin pasti ada variasi di dalam setiap proses. Variasi dalam proses lasan sumbernya sama dengan variasi pada kegiatan proses produksi yang lain, yaitu:
- Variasi Mesin, ya karena mesin lasan, lebih baik mesin lasan baru dong daripada mesin lasan yang lama. Mesin yang lama cenderung mempunyai arus atau tegangan yang tidak stabil karena komponen atau part mesin yang sudah lama dipakai. Itulah gunanya perawatan mesin atau perbaikan / predictive maintenance terhadap part lama.
- Metoda pengelasan, bisa saja perbedaan metoda-lasan operator B yang menyebabkan tidak stabil, bila ada Perubahan metoda maka harus distandarisasi. Cara mengelas atau cara kerja harus diamati secara detail oleh leader atau pengawas. Adakah perbedaan yang significant? Bila ada lakukan refreshing, BACK to WI/SOP/IK.
- Man, atau pengelas, pekerja yang yang terampil mempunyai perbedaan dengan pekerja yang kurang terampil, atau yang lebih lama biasanya mempunyai hasil yang lebih baik daripada pekerja yang relative baru. Nah variasi ini yang perlu dikurangi, itulah salah satu dasar timbulnya on job training, mengurangi variasi kemampuan antar operator.
- Material, dalam pengelasan penggunaan material lasan yang atau material yang dilas akan significant mempengaruhi hasil lasan. Ingat ya, perubahan material akan menghasilkan cost yang significant, biasanya efesiensi dilakukan pada material, tetapi harus tetap diingat kualitas.
- Lingkungan, dalam lasan kondisi lembab akan menyebabkan uap air di elektroda yang tentunya bisa mempengaruhi kekuatan lasan. Inilah yang menekankan ISO TS 16949 pasal 6.4 mempertimbangkan faktor lingkungan sebagai pemenuhan
- Cara pengukuran, dalam hal ini uji tarik. Coba kita uji dengan alat uji yang tidak dikalibrasi atau cara uji yang tidak benar, tentu hasil nilai yang kit abaca bisa berbeda dengan nilai sebenarnya. Ini harus dingat bahwa hasil pengukuran yang tidak benar pada produk OK bisa menghasilkan pembacaan yang tidak OK loh, sehingga produk yang sesuai spec bisa kita katakana off spec (NG) atau sebaliknya. Untuk hal ini MEASUREMENT SYSTEM ANALYSIS (MSA) yang menjadi metoda acuan untuk memastikan cara pengukuran.
Memahami variasi, kestabilan dan kemampuan menjadi ketentuan juga di ISO TS 16949. Saya coba membuat dalam bentuk kasus yang semoga dapat dipahami.
Silahkan memberikan tanggapan
Salam SPC dan salam improvementQHSE!
Principle Binapura Consulting






[…] Prinsip Kestabilan dan Kemampuan, silahkan baca pada link http://www.improvementqhse.com/memahami-kestabilan-dan-kemampuan-di-spc/ […]