Bagi teman-teman yang menjalankan Statistical Process Control (SPC), apakah pernah dilakukan pembuatan histogram dari data control chart? Misalkan control chart parameter special pada produk /proses dibuatan histogramnya. Hal ini bisa dilakukan saat evaluasi new model atau setelah minimal 30 data control chart terbentuk.
Kenapa spt itu?
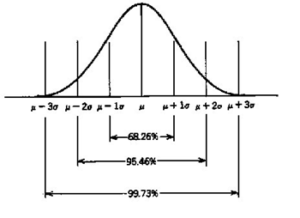
Control chart berfungsi mendeteksi kestabilan. Cara cepat memastikan kestabilan pada control chart adalah memastikan data kita banyak berada di sepanjang area tengah control chart (68%), dan sisanya berada di sepanjang area bawah atau atas (kira-kira 16%nya). Kemudian untuk memastikan kenormalan data cukup dengan melihat graphik histogramnya, jadi selama distribusi data berbentuk lonceng maka populasi data cenderung normal. Jadi setelah populasi data diterjemahkan menjadi control chart dan Histogram maka bisa diketahui apakah data populasi kita stabil dan normal?
Kemudian untuk memastikan kenormalan data cukup dengan melihat graphik histogramnya, jadi selama distribusi data berbentuk lonceng maka populasi data cenderung normal. Jadi setelah populasi data diterjemahkan menjadi control chart dan Histogram maka bisa diketahui apakah data populasi kita stabil dan normal?
Mohon dipahami rekan-rekan, kalau definisi tidakstabil atau tidak normal itu bukan berarti di luar spec ya, semua masih di dalam spec/tuntutan. Tetapi yang kita review adalah sesuatu yang sepertinya sesuai spec tetapi tidak normal, untuk membantu memberikan pemahaman tambahan silahkan baca link ini: https://www.improvementqhse.com/bila-ada-abnormal-jangan-salahkan-proses-utama-dulu-tetapi/)
Aspek yang kedua, saat kita tampilan ke dalam bentuk Histogram, bisa juga mengidentifikasi apakah ada problem pengukuran. Potensi kesalahan pengukuran dapat diidentifikasi dari pola distribusi yang tidak selesai, biasanya tidak selesai karena bertemu dengan area SPEC (USL/LSL). Mungkin saat data dekat spec maka pembualatannya cenderung ke arah range spec.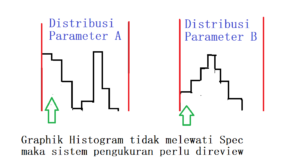
Agar lebih mudah memahami konsep di atas, kita review data 3 mesin Robot. Dimana ada tiga mesin robot yang menghasilkan parameter yang sama, semua hasil kerja robot sesuai spesifikasi, tetapi rupanya data menunjukkan bahwa ada mesin robot yang TIDAK NORMAL dan TIDAK STABIL. Ilsutrasi Grapik Control Chart menggunakan Xbar-R
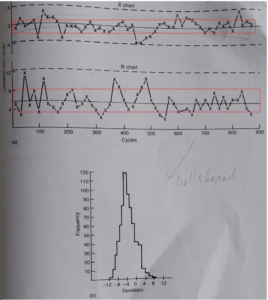
Graphik Mesin Robot-1
Pola Graph Xbar Mesin Robot-1 terlihat relatif stabil karena data banyak di tengah demikian juga dengan R. Graphik histogram menunjukkan seperti pola Lonceng. Untuk aspek pengukuran tidak terlihat karena Histogram selesai sampai ke bawah.
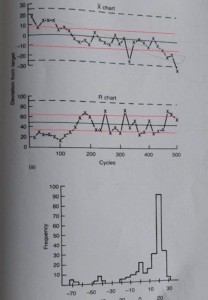
Graphik Mesin Robot-2
Graphik Xbar Cenderung menurun, memang data dominan di tengan tetapi tidak disepanjang Control Chart, di bagian awal lebih tinggi dan bagian bawah jauh lebih rendang. Untuk Rchart, data R berada dibawah saat awal-awal jalan. Kedua graphik menunjukkan ketidakstabilan. Dan Bentuk Histogram pun tidak berbentuk lonceng (tidak normal). Untuk aspek pengukuran tidak terlihat karena Histogram selesai sampai ke bawah.

Graphik Mesin Robot-3
Graphik Xbar R pada mesin Robot-3 terlihat dominan di area tengah, sangat sedikit di atas dan tidak ada di bawah, lalu pada Graphik R data di tengah tidak dominan jumlahnya. Graphik distribusi Normalnya berbentuk 2 Lonceng. Ada kemungkinan faktor seting awal menjadi penyebab karena data awal dominan berbeda. Untuk aspek pengukuran tidak terlihat karena Histogram selesai sampai ke bawah.
Kesimpulan: Mesin 2 dan 3 perlu ada tindaklanjut review prosesnya, apa yang menyebabkan tidak normal? Kenapa mesin Robot-2 datanya berbeda saat awal? Lalu Kenapa mesin robot-3 cenderung banyak di tengah?? Silahkan gunakan P-FMEA dan tool yang lain spt Fish Bond dan Why Analisis.
Salam Improvement
www.improvementqhse.com





